Обробка фундаменту ділянки
1. Перед укладанням геомембрани HDPE основа для укладання повинна бути всебічно перевірена разом з відповідними відділами.Основа для укладання повинна бути твердою і рівною.На глибині 25 мм по вертикалі не повинно бути коріння дерев, щебеню, каменів, часток бетону, головок арматури, скляної стружки та іншого сміття, яке може пошкодити геомембрану.Використовуйте каток для ущільнення, щоб видалити сліди автомобіля, сліди ніг і нерівності землі.Крім того, випуклості землі розміром більше 12 мм також повинні бути сколені або ущільнені.
2. При укладанні геомембрани ПНД на засипку компактність засипки повинна бути не менше 95%.
3. Фундамент майданчика повинен бути вільним від просочування води, мулу, ставків, органічних залишків і шкідливих речовин, які можуть спричинити забруднення навколишнього середовища.Кут основи повинен бути рівним.Як правило, радіус його дуги повинен бути не менше 500 мм.

Технічні вимоги до монтажу геомембрани ПНД.
1. Укладання та зварювання геомембрани HDPE слід проводити за погоди, коли температура вище 5 ℃ і сила вітру нижче 4 класу без дощу чи снігу.
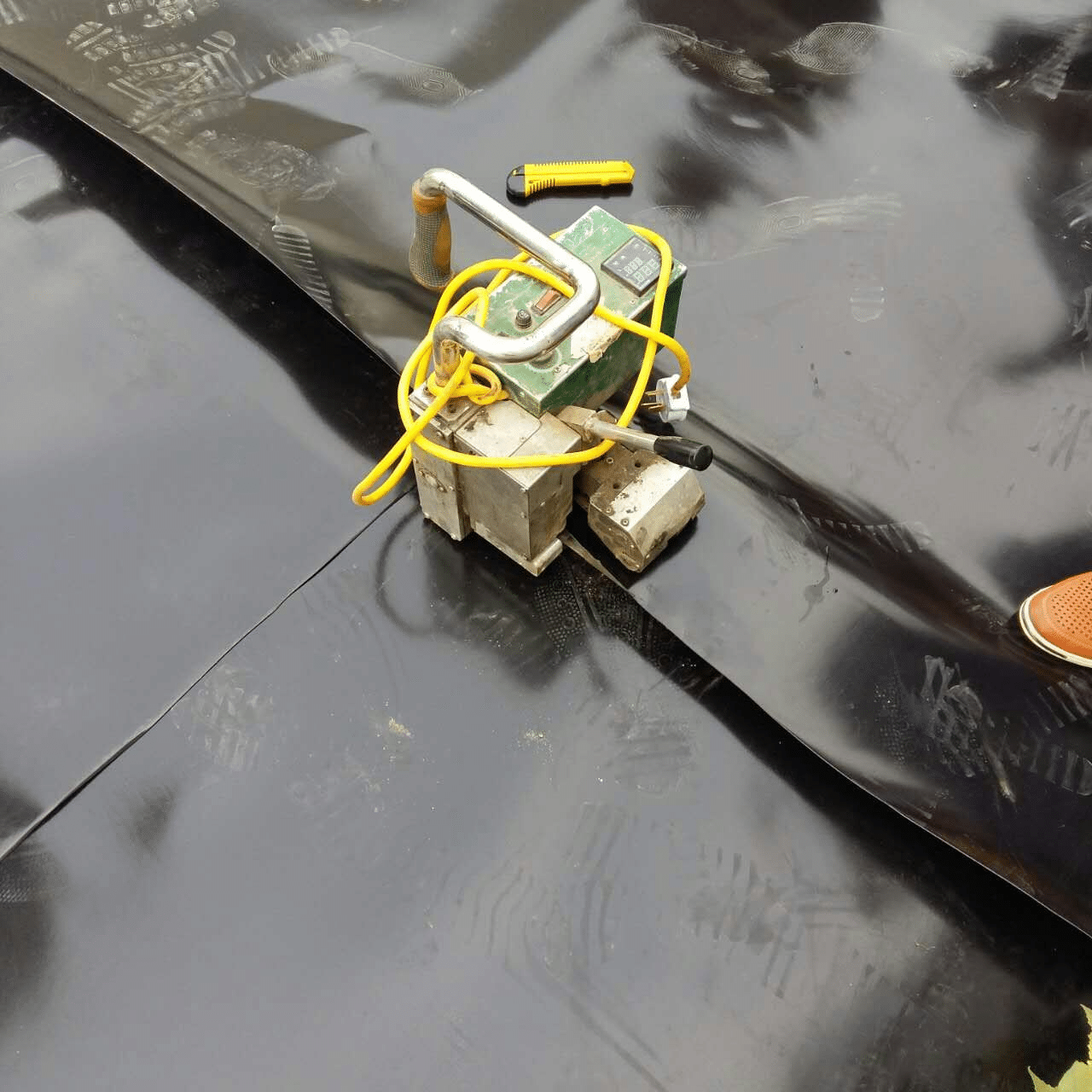
2. Процес будівництва геомембрани HDPE повинен здійснюватися в такому порядку: укладання геомембрани → притирка зварювальних з'єднань → зварювання → перевірка на місці → ремонт → повторна перевірка → засипка.
3. Ширина перекриття швів між мембранами повинна бути не менше 80 мм.Як правило, напрямок розташування швів повинен дорівнювати лінії максимального нахилу, тобто він повинен бути розташований уздовж напрямку нахилу.
4. Під час укладання геомембрани HDPE слід, наскільки це можливо, уникати штучних зморшок.Під час укладання геомембрани HDPE деформація розширення, спричинена зміною температури, повинна бути зарезервована відповідно до діапазону місцевих змін температури та вимог до ефективності геомембрани HDPE.Крім того, величина розширення геомембрани повинна бути зарезервована відповідно до рельєфу ділянки та укладання геомембрани, щоб адаптуватися до нерівномірного осідання фундаменту.
5. Після укладання геомембрани з ПНД необхідно звести до мінімуму ходіння по поверхні мембрани та використання інструментів.Об’єкти, які можуть завдати шкоди геомембрані HDPE, не можна класти на геомембрану або носити на геомембрані, щоб уникнути випадкового пошкодження мембрани HDPE.
6. Весь персонал на будівельному майданчику плівки HDPE не повинен палити, носити взуття з цвяхами або взуття на високих підборах з твердою підошвою, щоб ходити по поверхні плівки або займатися будь-якою діяльністю, яка може пошкодити непроникну плівку.
7. Після укладання геомембрани HDPE і до того, як буде покрито захисний шар, мішок з піском вагою 20-40 кг повинен бути розміщений на куті мембрани кожні 2-5 м, щоб запобігти подуванню геомембрани вітром.
8. Геомембрана HDPE має бути природною та щільно прилягати до несучого шару, не повинна бути згорнута або підвішена в повітрі.
9. Коли геомембрана будується секціями, верхній шар повинен бути покритий вчасно після укладання, а час витримки на повітрі не повинен перевищувати 30 днів.
Анкерування геомембрани ПНД виконується відповідно до проекту.У місцях зі складним рельєфом у проекті будівельна організація пропонує інші способи анкерування, які здійснюються після отримання згоди проектної та наглядової служби.

Вимоги до зварювання геомембран ПНД:
1. Поверхня перекриття зварного шва геомембрани HDPE не повинна містити бруду, піску, води (включаючи росу) та інших домішок, які впливають на якість зварювання, і повинна бути очищена під час зварювання.
2. На початку зварювальних робіт щодня (вранці та після обідньої перерви) необхідно спочатку проводити пробне зварювання на місці, а офіційне зварювання можна проводити лише після його кваліфікації.
3. Геомембрана HDPE повинна бути зварена двоканальним зварювальним апаратом з гарячим розплавом, а зварювання екструзійним способом або зварюванням гарячим повітрям слід використовувати лише в місцях, куди неможливо досягти апаратом для ремонту, покриття або зварювання гарячим розплавом.
4. Під час будівництва робочу температуру та швидкість зварювального апарату необхідно регулювати та контролювати в будь-який час відповідно до температури та властивостей матеріалу.
5. Плівка HDPE на зварному шві повинна бути зварена в цілому, і не повинно бути помилкового зварювання, відсутності зварювання або надмірного зварювання.З’єднані два шари геомембрани HDPE мають бути рівно та обережно накладені внапуск.
Контроль якості зварювання
У ході будівництва необхідно вчасно перевіряти якість зварювання плівки HDPE і в будь-який час відремонтувати зварювання гарячим повітрям або пластиковим зварювальним пістолетом для відсутності зварювання та дефектних зварювальних деталей.Конкретні методи такі:
1. Перевірка проводиться в три етапи, а саме візуальний огляд, перевірка інфляції та тест на пошкодження.
2. Візуальний огляд: перевірте, чи два зварних шви є плоскими, чистими, без зморшок, прозорими, без шлаку, бульбашок, точки витоку, точки плавлення або зварного шва.
Візуальний огляд полягає в основному для ретельного огляду зовнішнього вигляду укладеної геомембрани, якості зварного шва, Т-подібного зварювання, сміття підкладки тощо. Весь будівельний персонал повинен виконувати цю роботу в усіх будівельних процесах.
3. На додаток до візуального контролю, вакуумна перевірка повинна бути прийнята для герметичності всіх зварних швів, а самоконтроль повинен бути посилений для частин, які не можуть бути перевірені вакуумом.
4. Міцність надування, визначена тиском надування, становить 0,25 МПа, і немає витоку повітря протягом 2 хвилин.Враховуючи, що рулонний матеріал м'який і легко деформується, допустимий перепад тиску становить 20%
5. При проведенні випробування на розтягування зразка, взятого зі зварного шва подвійної рейки, стандартом є те, що зварний шов не розірваний, але основний шов розірваний і пошкоджений під час випробувань на відрив і зсув.На цей час зварювальні роботи є кваліфікованими.Якщо зразок є некваліфікованим, другий шматок слід взяти з оригінального зварного шва.Якщо три деталі не відповідають вимогам, весь зварний шов потрібно обробити повторно.
6. Зразки, що пройшли випробування, передаються Замовнику, Генпідряднику та відповідним підрозділам для зберігання.
7. Дефекти, виявлені під час візуального огляду, виявлення інфляції та випробування на пошкодження, повинні бути усунені вчасно.Ті, які неможливо відремонтувати негайно, повинні бути позначені, щоб запобігти пропуску під час ремонту.
8. Під час огляду зовнішнього вигляду, у разі таких дефектів, як отвори на поверхні мембрани та відсутність зварювання, неправильне зварювання та пошкодження під час зварювання, свіжий основний метал повинен бути використаний для ремонту вчасно, і кожна сторона відремонтованого рубця повинна перевищувати пошкоджену частину на 10-20см.Зробіть записи.
9. Для відремонтованого зварного шва має бути проведено детальний візуальний огляд, а випуск буде здійснено після підтвердження надійності ремонту.
Час публікації: 14 грудня 2022 р